产品详情





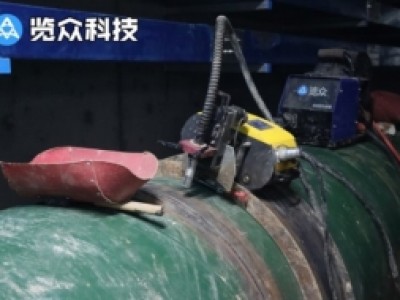
根据石化设备在现场组装和维修过程中的焊接特点,国内外相关研究机构开发了一系列焊接机器人系统,基本实现了遥控自动焊接操作,在这个过程中,览众机器人较早的设计了无线遥控、焊缝跟踪和自动调参等前瞻性的功能。随着工业场合对焊接质量和自动化要求的不断提高,相关焊接机器人的智能将进一步提高。
随着高灵敏度传感技术、计算机控制技术和精密机械的发展,焊接过程的全自动化已经从实验室进入工业生产领域。锅炉、压力容器和管道制造业有望率先实现焊接生产过程的全自动化。
焊接机械化是指焊接头的移动和焊丝的输送由机械完成。在焊接过程中,焊接头相对于焊缝中心的位置以及焊丝和焊缝表面之间的距离仍然必须由焊接操作人员监控和手动调节。焊接自动化是指由焊工自始至终自动完成焊接过程,无需对操作工作进行任何调整,即通过焊工的自适应控制系统实现焊接过程中焊头的位置校正和各种焊接参数的调整。
现代项目中使用的现代设备当然需要现代的组织和管理。传统的施工队伍组织管理模式明显不适合自动化焊接技术效益的正常发挥。这就需要在管理人员素质、管理体系建设、施工组织形式和薪酬激励机制等方面进行变革和进步。 这方面也需要系统深入地研究。
与实芯焊丝相比,药芯焊丝具有以下优点:焊接速度快;药芯焊丝的结构特性和熔滴过渡特性使其焊接速度更快;焊接质量好,尤其是冲击韧性好;良好的经济;对各种管道具有良好的适应性。
自动焊前工艺要求:务必保证工件焊口平齐,剪切偏差不足容易造成焊接成形不良,工件焊缝端面须采用机床加工,去除加工毛刺,拼缝要求规则均匀, 需采用手工TIG氩弧焊点焊(不能加丝)对接并清理焊接区内的污物,组装对接间隙应最大不能超过1.5mm,错边量最大不能超过1.5mm,T字形接口在和筒体和封头对接时缝隙不能超过1.5mm, 8mm以下的不锈钢板和碳钢不开坡口,8mm以上的不锈钢和碳钢须开坡口焊接。