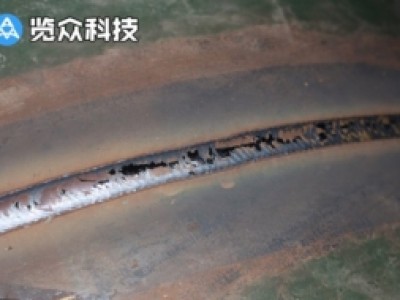
随着管线钢碳当量的降低,焊接中对氢致裂纹的敏感性降低。避免开裂所需的工艺措施减少,焊接热影响区的性能损伤程度降低。 然而,管线钢在焊接过程中会经历一系列复杂的非平衡物理和化学过程,这可能会导致焊接区缺陷或降低接头性能,主要包括焊接热影响区的焊接裂纹和脆化。
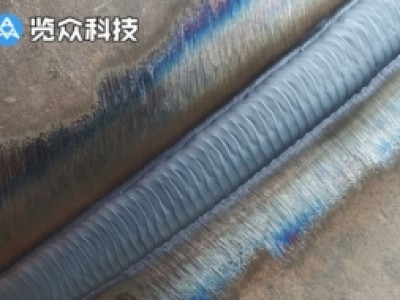
与实芯焊丝相比,药芯焊丝具有以下优点:焊接速度快;药芯焊丝的结构特性和熔滴过渡特性使其焊接速度更快;焊接质量好,尤其是冲击韧性好;良好的经济;对各种管道具有良好的适应性。
管道自动焊接是指由管道自动焊接机完成的自动焊接工艺。它有一个机器人本体,一个控制系统和一个遥控器。施工人员只需安装自动管道焊接机,即可根据数据要求进行施工焊接,管道的自动焊接可以使工人更有效率,同时管道的焊接效果也更好。
随着高灵敏度传感技术、计算机控制技术和精密机械的发展,焊接过程的全自动化已经从实验室进入工业生产领域。锅炉、压力容器和管道制造业有望率先实现焊接生产过程的全自动化。
现代化的设备需要高素质的员工来掌握。 管道自动焊接设备是多学科先进成果融合而成的高科技技术设备。其操作人员应具备一定的科学文化知识基础,其操作方法和操作习惯与传统设备完全不同。 它不需要长期练习技能,但需要一定的文化背景。建议施工单位在招聘自动焊工时考虑其教育背景。
焊接过程中的周围条件包括:母材、板厚、坡口形状、接头形式、约束状态、环境温度和湿度、清洁度以及根据上述因素确定的焊丝(或电极)的类型和直径、焊接电流、电压、焊接速度、焊接顺序、焊接方法、焊枪(或焊带)运输方法等,被称为焊接条件,是保证焊接质量的关键因素。
新一代览众管道全位置自动焊接机可分为轨道式和无轨式两种。无轨式采用磁力吸附在管道上,焊接时自动沿焊接路径爬行。安装、使用和拆卸快捷方便。 工件的应用范围很广。可以使用直径大于φ108毫米的管道。理论上,焊接壁厚没有限制。厚壁管可以通过多层和多道次焊接。工件可以焊接,如管对管焊接、管对弯头焊接、三通、管件等。